CAN-AM
-
Compteur de messages
2986 -
Inscription
-
Dernière visite
-
Jours gagnés
220
Type de contenu
Profils
Forums
Store
Tout ce qui a été posté par CAN-AM
-
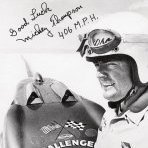
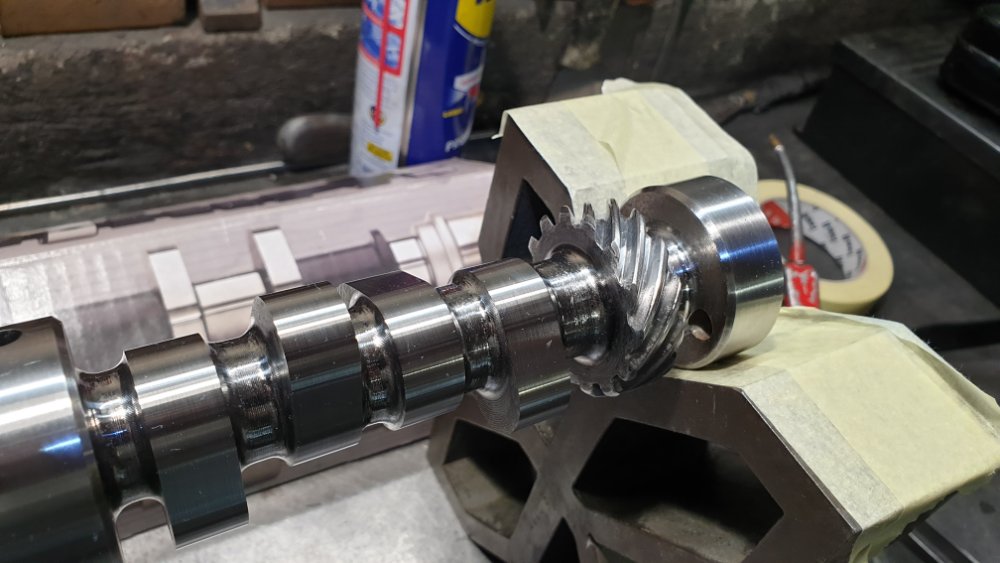
En attendant de reprendre le remontage, je prépare la suite. Et comme d'habitudes les pièces neuves sortant de l'emballage passent au nettoyage et sont contrôlées. Cette fois c'est au tour de l'arbre à cames. Il s'agit d'une pièce de marque, sur mesure, commandée par une entreprise de renom, montée sur leurs propres moteurs.... Et bien cela ne suffit pas pour obtenir une qualité irréprochable. Le pignon n'a même pas été ébavuré. Voilà les morceaux qui partirons dans le moteur au premier démarrage !!! Le souci c'est que cet arbre à cames est prévu pour fonctionner avec un pignon d'allumeur en bronze ou polymère. Donc ce pignon doit être aussi lisse que possible, afin de ne pas détruire celui de l'allumeur plus tendre. Alors il n'y a pas trente six solutions. Papier huilé grains 800...et patience. Cela commence à être mieux, mais ce n'est pas parfait. J'en profite pour redonner un petit coup entre les cames Pour les connaisseurs c'est un BP8021 SP, fonctionnant avec des poussoir à rouleaux. C'est une pièce entièrement usinée dans une bille d'acier. Rien à voir avec les arbres à cames de série moulés dans la fonte et non durcis. C'est une belle pièce.

-
Je me dis qu'en faisant le montage du joint sur le support moteur avec toute l'aisance que cela amène. Cela ne peut que marcher. Car l'application de la pate à joint et de la colle semble plus facile. Sur Chevrolet j'ai déjà posé ces joints " en deux parties" avec succès. Mais je reconnais qu'il est pour moi impossible de faire du bon boulot sans déposer le vilebrequin, tout dégraisser et encoller la totalité du joint sur le bloc.
-
Mais malheureusement il va y avoir une pose forcé. Car comme une grosse quiche, je me suis viandé sur la commande du joint arrière de vilebrequin. Normalement le joint arrière est composé de deux tresses graphitées, comme sur de nombreux moteurs de cette époque. Avec une efficacité relative... Voulant faire mieux, BOP engineering a développé un joint spi en une seule pièce. Qu'il faut simplement couper et vriller pour arriver à le mettre autour de la portée du vilo. En gros c'est une révolution dans le domaine. Il existe que deux dimensions et j'ai trouvé le moyen de me tromper. Bien sur, ils sont les seuls à le produire et le commercialiser donc le prix et le prix et c'est la même chose pour les délais. Donc arrivé prévu début juin....les boules.
-
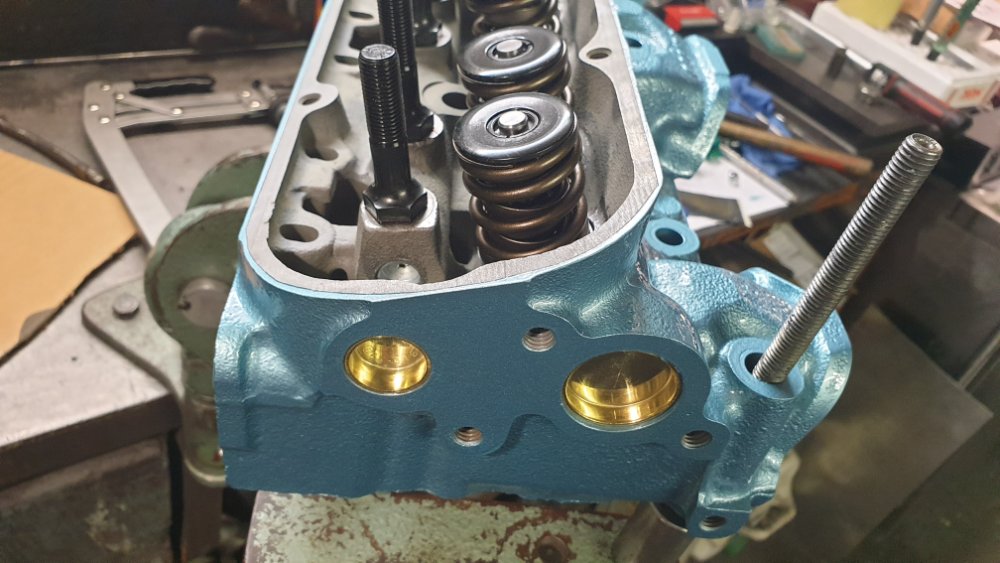
Les travaux ont bien avancé sur les culasses. Toutes les pièces neuves ont été lavées et emballées afin de rester propre. Tous les gougeons de culbuteur sont collés avec la loctite 271, afin d'être scellé définitivement. Serrage à la clé dynamométrique au couple de 80 N-m . Voilà pour une culasse. Pose des joints de queue de soupapes . J'utilise une clé à pipe pour enfoncer les joints sans avoir à taper dessus. Un peu de WD40 et les joints rentrent sans trop d'effort. Pose des rondelles d'appuis des ressorts . Puis mise en place des soupapes et des ressorts après les avoir lubrifié. Pose des 2 bouchons de conduit d'huile après les avoir perforé . Car à l'origine les axes de culbuteurs étaient creux et servaient de gicleurs. Sur le nouveau montage le graissage se fait par les tiges de culbuteur. Cela permettra d'évacuer l'air contenu dans le conduit et contribuera aussi au refroidissement de la rampe. Une pastille est également posée pour réduire le réchauffage du collecteur d'amission. La aussi un petit perçage de la pastille afin de ne pas garder de condensation prisonnière du conduit. Puis pour finir les culasses, pose et collage des 4 pastilles extérieures en laiton . Maintenant c'est au tour du bloc. Une modification qui améliore la lubrification du pignon de l'allumeur. Donc la c'est un perçage de 0.7 mm dans le bouchon qui servira de gicleur. Puis mise en place dans le bloc en collant le bouchon vissé à la Loctite 518 ou équivalant. Pose et collage des pastilles de conduite d'huile avant . Puis quatre coups de pointeau pour garantir le maintient à la pression.
-
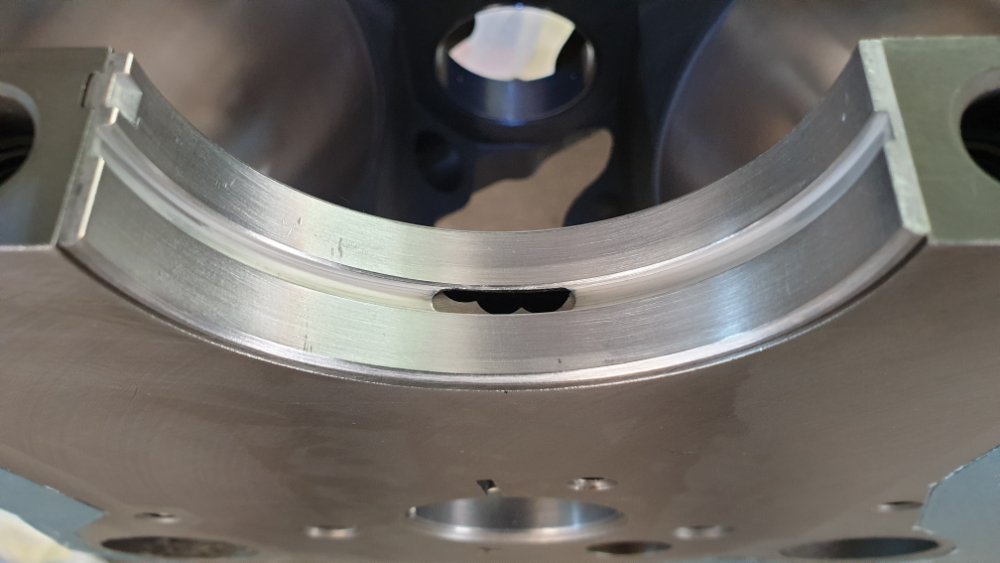
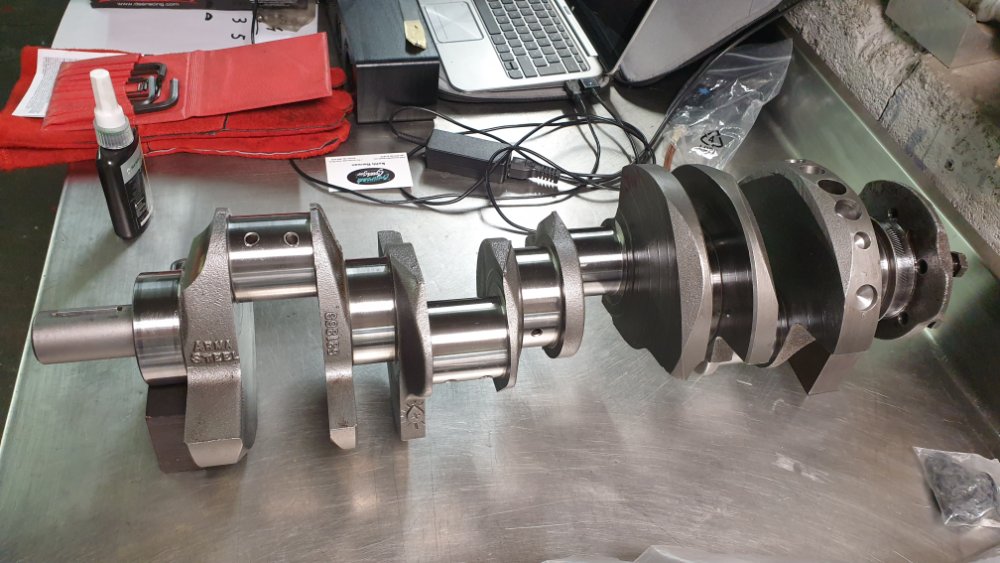
Comme d'habitudes toutes les pièces se doivent d'être inspectées. Ici c'est un copeau d'usinage qui est resté collé. Puis là, oups les sorties d'huile ne tombent pas en face !!!! D'origine ce n'était pas mieux. Les perçages sont mal centrés, trop tard pour y remédier.... Donc un coup de lime et cela sera mieux. Si je m'en étais aperçu avant, j'aurais modifié le bloc. Mais ne voulant pas mettre de la limaille partout ...... L'autre coussinet ayant tenu 60 ans , alors cela ne pourra pas être pire avec un petit coup de lime. De plus ces coussinets ont de meilleurs passages d'huile. Voilà ce que ça donne, une fois agrandi et biseauté. Puis polissage des paliers du vilo et nettoyage complet. Le travail de l'équilibrage est bien visible. Les gougeons de paliers ARP sont montés et collés à la loctite.
-
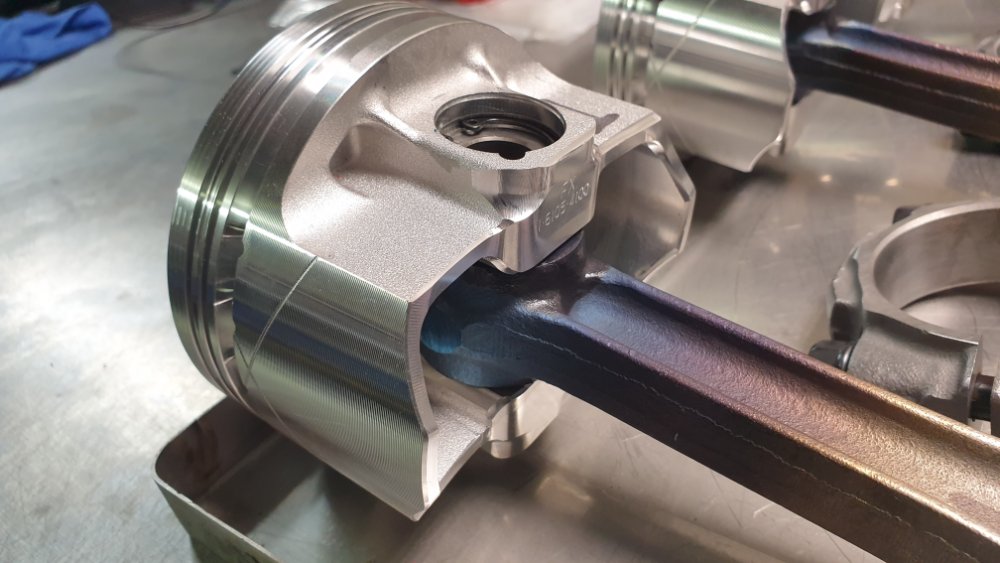
Non il n'y a pas d'autre méthode pour monter les axes serrés sans rien abimer. Le bleu est une oxydation causée par une forte température maxi 350°. Rien de gênant pour de l'acier forgé. La température a été contrôlé tout le long des opérations sans dépasser les 240° .
-
Le mise en place des axes de piston sur les bielles c'est bien passé, opération toujours délicate sur ce type de montage à chaud. Le four qui me permet de monter les pieds de bielle à une température proche de 230°. Mais avant, le piston est placé sur le support prévu à cet effet. L'axe vient prendre place sur la partie verte de cet outil . La bielle sortant du four est positionnée afin de recevoir l'axe sortant du congélateur. Et dans les secondes suivantes, l'axe est définitivement serré . Puis pose des clips et refroidissement à température ambiante.
-
Regarde ici, cela vient d'outre manche. Donc il faut y rajouter la TVA . Mais la boite est sérieuse, aucun souci pour l'import. Je travaillais avec eux avant le Brexit et rien n'a changé, sauf le fait que l'état français rajoute 20% de plus. https://www.frost.co.uk/?s=engine+paint&post_type=product
-
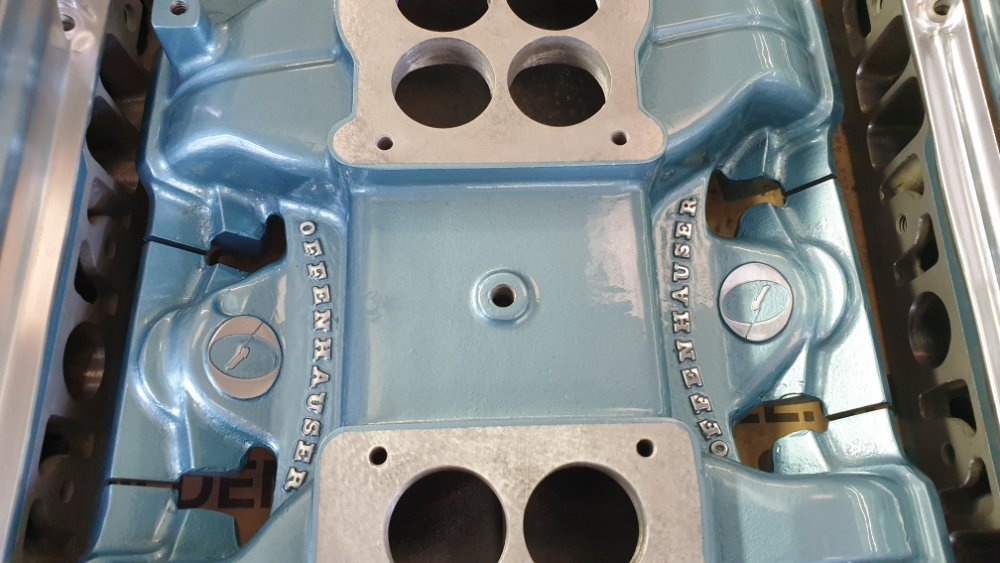
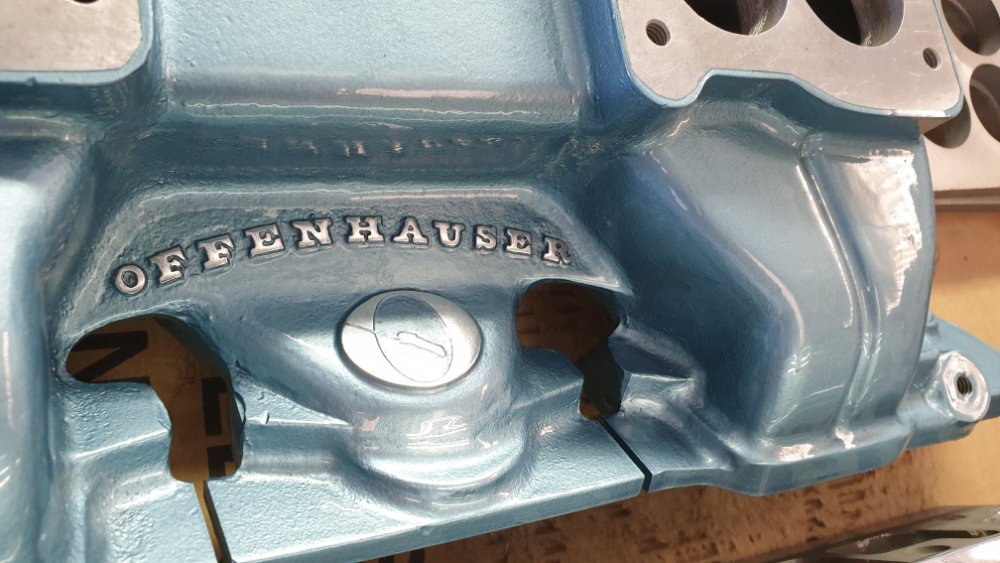
Les inscriptions sont maintenant débarrassées de la peinture. Cela apporte une petite touche de finition sympa au collecteur. Sur cette version on a encore le logo de chez Offenhauseur. Par la suite il a été remplacé par le logo 360° Les lettrages des caches ont eux aussi retrouvé leur aspect. Les caches culbuteurs sont presque terminées, il me reste les cotés à repolir.
-
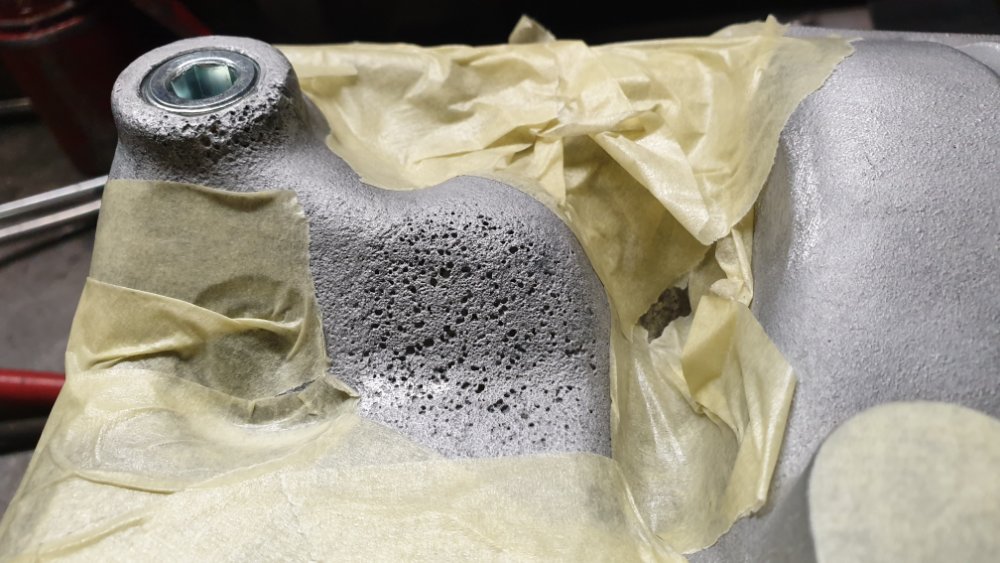
Oui j'ai masqué les zones non peintes. Avec une lame de cutter, utilisée à l'envers. Je fais comme un effet ciseau en venant arraser le papier au ras de l'aluminium. Cela donne ça . L'autre méthode consiste à tout peindre, puis à poncer les zones ou l'on veut revoir l'aluminium. C'est la méthode que j'utilise pour les lettrages. Oui c'est la teinte d'origine des blocs Pontiac, mais je le redis ce n'est pas la bonne couleur pour mon auto. Cette couleur est arrivée fin 1965 début 1966 suivant les sites de production. La couleur pour 1959 n'est pas à mon gout, et ayant un moteur daté de 61 à 62. J'ai prit la décision de faire "custom période correct".
-
Mais d'un seul coup un doute m'envahit. Et effectivement après contrôle je vois que le bloc n'a pas exactement la même nuance de bleu. Donc pour la troisième fois je remets en peinture ce bloc. Cette peinture c'est du délire....
-
Les beaux jours arrivant les journées peinture peuvent reprendre. L'extérieur du capot est traité je vais pouvoir passer aux joints, pour le terminer. Les culasses, le collecteur, les caches culbus....c'est ok. Pour les caches culbuteurs et le collecteur, il reste à faire le polissage des lettrages. Mais pour cela il faut attendre que la peinture soit bien sèche à cœur. Je regrette d'avoir peint le collecteur en alu, mais cela devrait le faire.
-
il y a plus de 30 ans je roulais tous les jours avec cette brèle qui pourrissait depuis le maquis dans un cabanon. Aprés 58000 kms je l'ai vendu pour un autre projet. Donc la moto, c'est fait
-
Oui elle est bien usée. Toi qui accès aux machines d'usinage. Tu peux tomber 1 mm au rayon et baguer l 'ensemble. Cela marche très bien.
-
Oui effectivement , il ne faut pas se servir d'un touret à polir proche de choses fragiles. Une paire de gants en cuir n'est pas de reste. Car régulièrement elles accrochent au disque et volent dans l'atelier. Raison pour laquelle il faut bien les maintenir pour que cela n'arrive pas. De plus, par l'effet de friction elles montent en température au point de ne plus pouvoir les tenir. Mais c'est aussi à ce moment là que le polissage devient plus facile.
-
Le plus simple reste le chiffon en coton et le Belgom alu. Pour un résultat plus rapide , un disque constitué de plusieurs couches de tissus et monté sur un touret. Fait parfaitement l'affaire si tu lui ajoutes un pain de pate à polir de couleur bleu (pour l'alu). Bien sur tu devras décliner ce système dans toutes les versions imaginables pour répondre aux différente formes et encombrements que tu rencontreras. Genre le disque peut devenir un rouleau de feutre au bout d'une perceuse pour accéder dans les recoins. Et puis comme nous ne sommes pas doté de doigts à section carré pour aller frotter dans les angles. Et bien il faut prendre un outil qui lui permettra d'y accéder..... Mais le principe reste toujours le même, il faut frotter, frotter, frotter, encore et encore.... Un exemple du kit de base. Le plus difficile sont les grandes surfaces planes. Et le plus facile les surfaces arrondies. C'est long, salissant, décourageant...Mais le résultat fait toujours plaisir. Donc pour ta calandre bon courage.
-
Pour l'instant rien de passionnant, j'ai reprit le polissage du carter de distribution. Car je l'avais fait de manière à dégrossir le travail, sans trop de finition. Bien sur j'ai laissé certains défauts de fabrication , vu que pour les faire disparaitre il me faudrait vraiment rentrer en profondeur et y passer un temps pas possible. Une fois en place on ne verra pas grand chose mais cela devrait être raccord avec les caches culbuteur. J'ai également rechargé en époxy l'entrée d'eau qui était bien attaquée par la corrosion. Même chose pour les caches culbuteurs, ces pièces sortant des moules d'époques de façon artisanale sont loin d'être parfait. Donc même punition, il faut y passer quelques heures dessus. Ici on voit très bien que le ponçage avant polissage a été bâclé. Donc un coup de chignole. Puis ponçage à la main avec du 400 à sec. Idem sur les puits de fixation. Avec un peu de travail, c'est mieux. Là c'est la portée du joint du bouchon. Avec une perceuse à colonne et un disque abrasif voilà ce qu'il est possible de faire. Voilà pour un des caches culbuteurs, le polissage va pouvoir commencer.
-
C'est mieux ainsi. De mon côté j'ai également posé des joints modernes. Mais le choix des ressorts a été imposé par le choix de l'arbre à cames. Donc ayant les soupapes les plus longues provenant des tri-power et pouvant accepter une levée plus forte. Je n'avais plus de problème de contact possible entre le joint et la cuvette. Mais j'ai quand même modifié la profondeur des bases sur lesquelles reposent les ressort, afin d'avoir le tarage idéal préconisé par le constructeur. Une modif amène d'autres modifs...
-
Ce n'est pas si simple, les joints de queue de soupape n'ont jamais été monté de série sur ce moteur, même après 1965. Il te faudra prendre des ressorts de diamètre supérieur, ce qui t'oblige à changer les coupelles. A ta place je prendrais des ressorts beehive de Chevrolet. Ils ont l'avantage d'être monté en solo. Mais avant il faut que tu mesures le déplacement de ta soupape. Pour être sur que la coupelle ne touche pas le joint. Et de choisir un ressort dont les spires ne se toucherons pas pendant l'ouverture de la soupape.
-
Pour l'info ce n'est pas exactement cela. Le pont à glissement limité est bloqué en deux roues jusqu'a un certain effort. Genre un demi tour sur un parking laisse la roue intérieure tourner moins vite que l'extérieure. Ce qui veut dire que quand l'effort de patinage devient trop important le pont lâche et laisse patiner une roue. Le pont autobloquant, va laisser deux belles traces car il est à glissement limité à basse vitesse. Puis se bloque à grande vitesse et ne lâchera que seulement en conditions extrêmes.
-
Tu ne risques rien avec de la 80w90. Regarde quand même que ce ne soit pas un pont à glissement limité. Car il faudra rajouter un peu d'additif GM 88900330 dans ce cas. https://www.ebay.fr/itm/322081552238?var=0&mkevt=1&mkcid=1&mkrid=709-53476-19255-0&campid=5338765853&toolid=20006&customid=FR_131090_322081552238.144198589438~1886099710457-g_EAIaIQobChMI8-mSn9v-_QIVEoxoCR0BdAwuEAQYBCABEgKl1fD_BwE
-
Je suis d'accord, mais j'ai déjà réparé de mauvais état de surface sur des portées de collecteur d'échappements avec de simple pate silicones. Donc je verrais, mais je suis plutôt confiant vu la faible épaisseur qui vient juste en renfort du joint.
-
Normalement non, c'est de la loctite 3479 appellation "haute température". Resistance de -20° à 190°. De plus la partie censée chauffer sera prise en sandwich, donc aucune inquiétude.
-
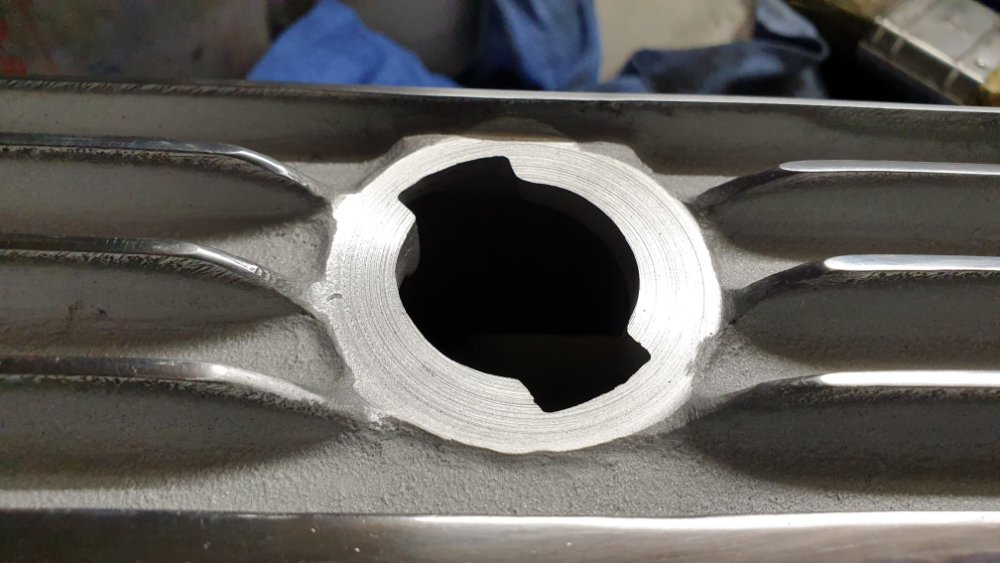
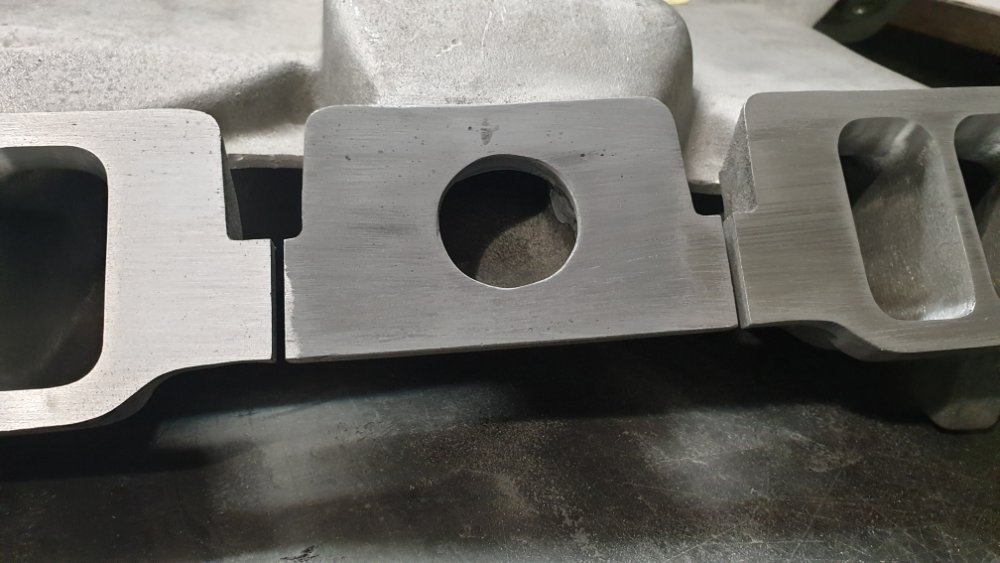
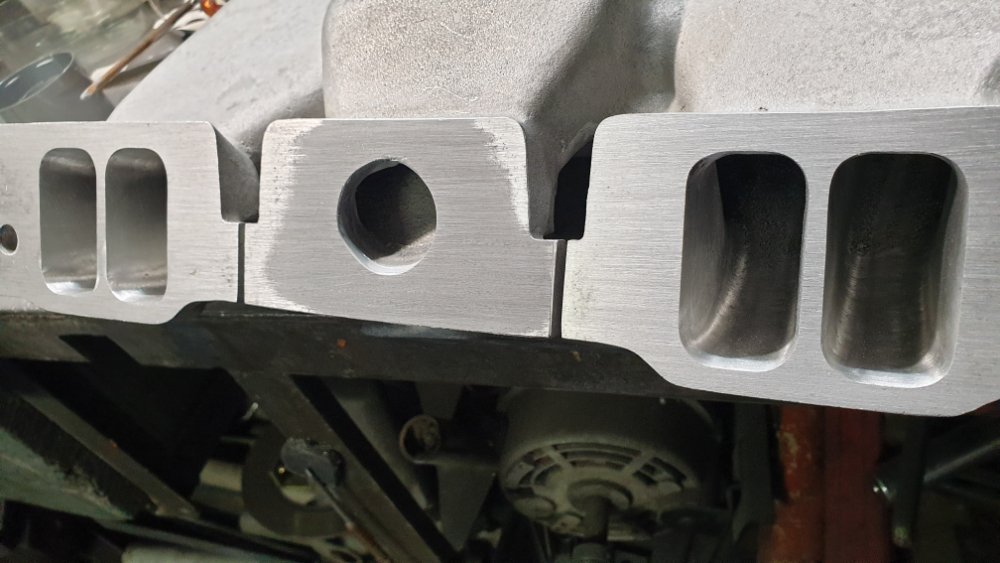
La suite des travaux sur le collecteur d'admission. Il manquait de la matière sur le conduit central " réchauffage des carbus". J'ai opté pour un rechargement à la résine époxy. Donc masquage avant plâtrage. Puis pose de la résine. Puis après le séchage, je rectifie la surface sur le marbre. Avec quelques disques abrasifs collés au double faces et une multitude de va et vient avec le collecteur. Voilà c'est fait et le but est atteint. L'autre côté est aussi rechargé, il reste quelques imperfection mais rien de grave. De toutes manières je vais condamner le passage des échappements dans ce collecteur, en posant des pastilles côté culasse. Mais je voudrais quand même laisser un petit passage de gaz pour éviter la condensation. Avec un perçage de petit diamètre dans les pastilles. Il y aussi cette zone vraiment pas terrible, loupée au moulage, mais tout de même étanche. Qui m'oblige à mettre en peinture ce collecteur, même si un polissage m'aurait bien tenté. Donc même méthode.
-
Sinon il y a deux longueurs de pompe pour ces blocs. Tu peux aussi faire des entretoises dans une plaque d'alu, ça marche. Pour la position de tes poulies, tu peux déplacer le moyeu d'avant en arrière sur l'axe de pompe. Faire réduire l'épaisseur du moyeu si c'est encore trop long, c'est sans aucun risque.